



ОПИСАНИЕ


НОВЫЙ ТЕХНОЛОГИЧЕСКИЙ УРОВЕНЬ СТРОИТЕЛЬСТВА
Gluestream является экспертом в производстве оборудования для строительства домов с использованием SIP технологии. Мы предлагаем машины и технологии с полными программными решениями для производства комплектов домов в мастерской.
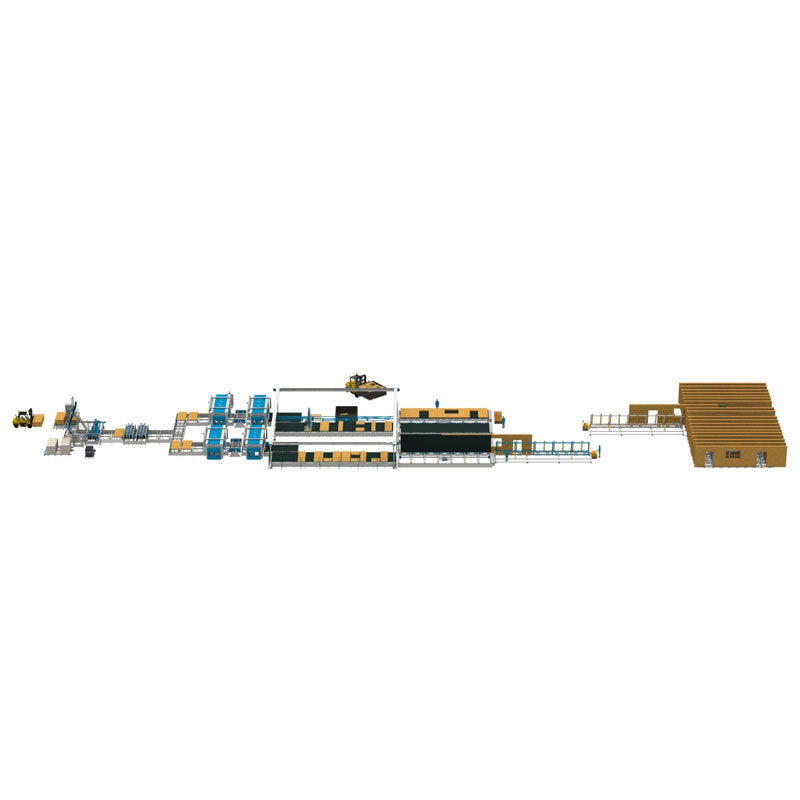
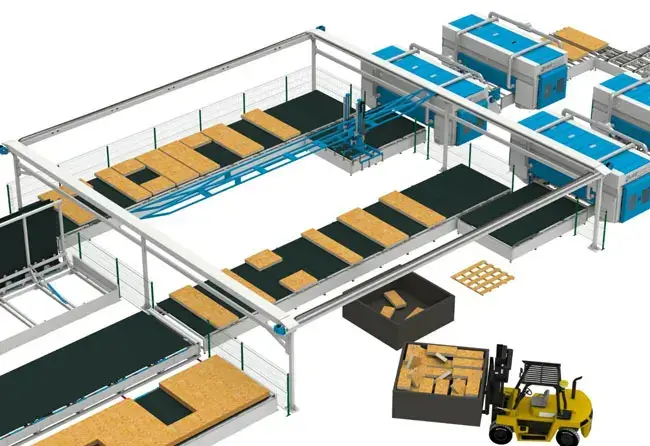
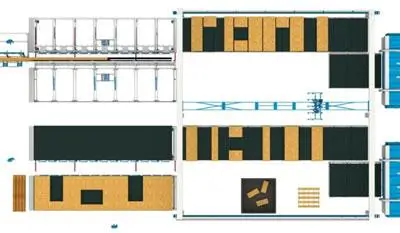
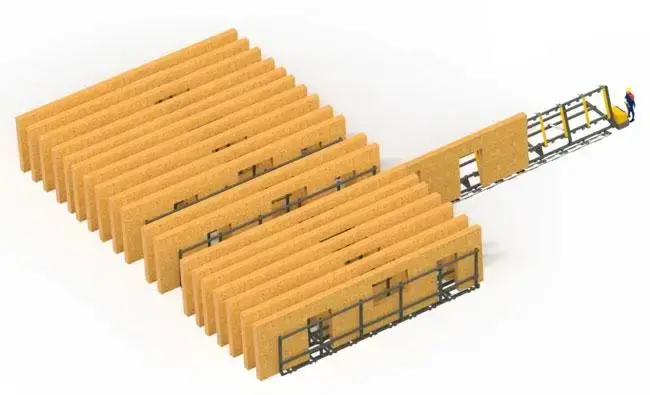
Автоматизированная фабрика Gluestream ASMP-200 Prefab 4.0 предназначена для производства готовых строительных модулей из SIP панелей, которые используются для сборки домов и зданий с различными типами крыш на строительной площадке.
Процесс изготовления предполагает возможность установки окон и дверей, прокладки инженерных систем (электропроводка, сантехника и вентиляция), а также внутренней и внешней отделки модулей в условиях фабрики.
ЦИФРОВОЙ ДИЗАЙН
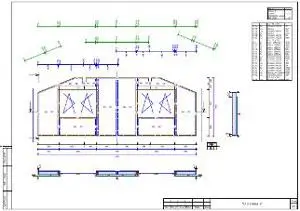
Проектирование домов осуществляется в CAD Dietrich’s (Германия). Это программное обеспечение предназначено для проектирования домов из SIP панелей. Оно имеет гибкую модульную структуру и может быть установлено как ARX-приложение для AutoCAD с поддержкой всех функций программы.
Популярный профессиональный CAD/CAM – полный комплект выходных чертежей;

3D визуализация – посмотрите на экстерьер и интерьер дома в мельчайших деталях;

Автоматические теплотехнические расчеты и другие специальные программные модули.

АВТОМАТИЗИРОВАННОЕ ПРОИЗВОДСТВО
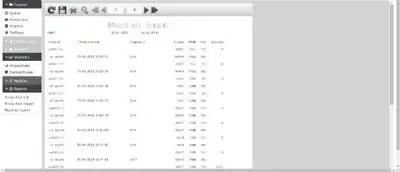
Производственный процесс автоматизирован и контролируется системой управления производством – MES (Германия), что увеличивает гибкость и эффективность предприятия и снижает ручной труд до оптимума. Программное обеспечение MES состоит из ядра и дополнительных программных модулей.
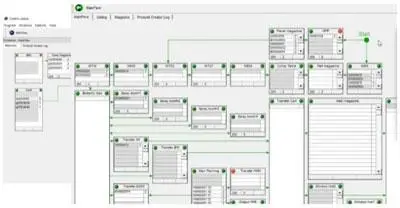
- Материализация компьютерной модели, созданной в CAD Dietrich’s путем настройки данных, передачи заказа непосредственно в производство и онлайн-управления производством;
- Визуализация процесса изготовления, автоматизированное планирование последовательности операций и планирование маршрута движения заготовок;
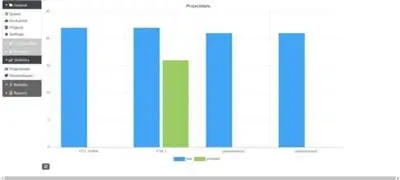
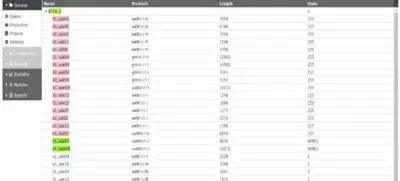
- Оценка наличия необходимых ресурсов, материалов и компонентов, создание производственных отчетов, прогнозов, статистики для прямой выдачи пользователю или ERP.
- Прямое подключение автоматизированного производственного оборудования к MES позволяет передавать заказы с точными наборами задач и временем выполнения;
- Интеграция в систему и информационная поддержка рабочих мест с ручным трудом: поддержка сборочного участка, управление складами и другими дополнительными объектами. Необходимая информация отображается в режиме реального времени на экранах рабочих мест. Нет необходимости в печатных чертежах на всех этапах производства;
- Процесс изготовления, статистика, отчеты и другие данные доступны удаленно в любое время через веб-интерфейс.


БАЗОВЫЙ НАБОР ЗАВОДСКОГО ОБОРУДОВАНИЯ
- Подающий конвейер PIR/EPS/XPS;
- Подающий конвейер плит OSB/CBPB;
- Манипулятор для загрузки материалов с целью формирования SIP панели;
- Узел нанесения клея;
- Насосная станция;
- Пневматический пресс;
- Промежуточный конвейер;
- Фрезерный станок с ЧПУ;
- Наклонный узел;
- Центральная панель управления производством;
- Манипулятор-распределитель деталей;
- Сборочный конвейер;
- Баки для отходов;
- Сборочный роликовый стол с роликовым конвейером;
- Тележка для готовых стеновых и кровельных модулей;
- Операционный склад готовой продукции (стеновые и кровельные модули, полы).
ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС И ТЕХНОЛОГИЯ
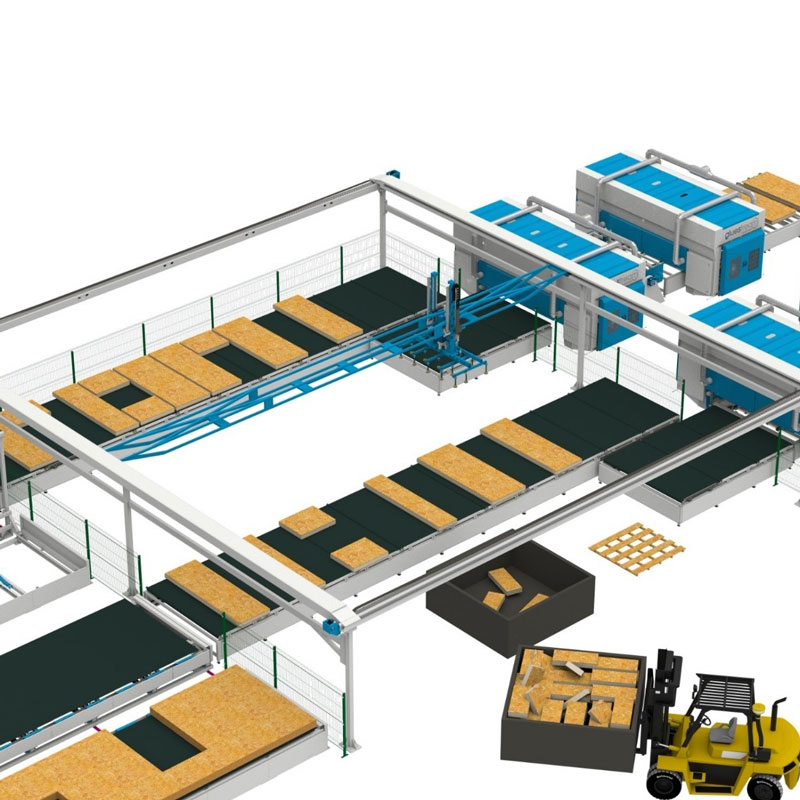
Автоматическая фабрика начинается с конвейеров, которые автоматически подают листы EPS/PIR/PUR и листы CBPB/OSB/MgO к манипулятору. Автоматический портал с использованием двух вакуумных манипуляторов поднимает листы с поддонов и перемещает их в зону нанесения клея.
Далее материал поступает в портал для автоматического нанесения клея с манипулятором, который собирает SIP панели. Для склеивания SIP панели используется однокомпонентный полиуретановый PUR клей с задержкой начала полимеризации.
После формирования двух SIP панелей они перемещаются по автоматическому конвейеру к пневматическому прессу портального типа.
• 800-1000 кг/м2 усилие прессования
• 3 минуты прессования время
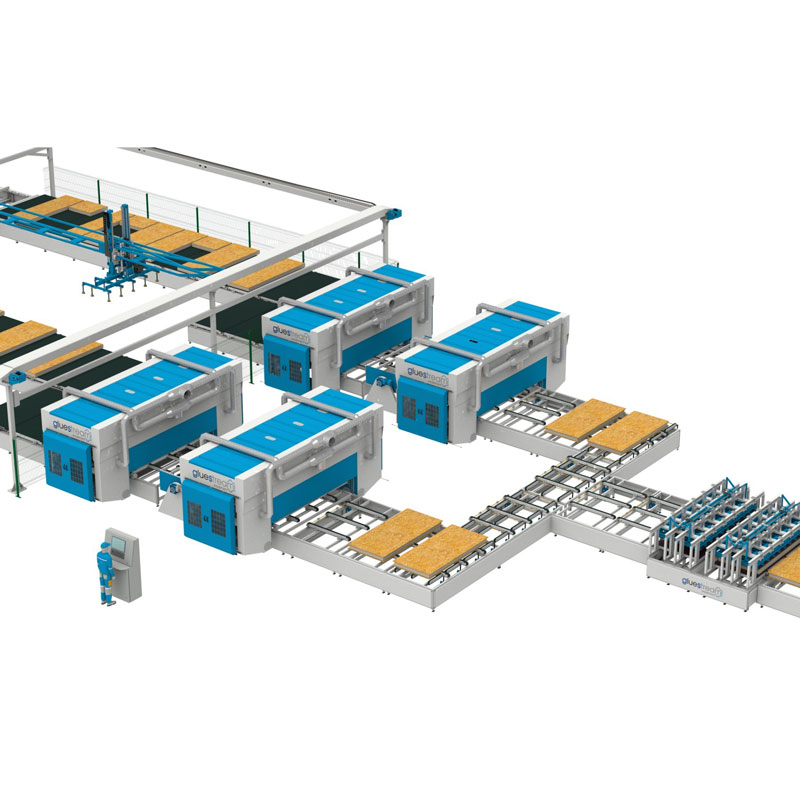
После прессования SIP панели перемещаются по конвейеру на промежуточный конвейер, ожидая своей очереди на обработку в механических центрах.





Данные BTL-файлов, которые генерируются CAD Dietrich’s, полностью автоматически преобразуются в программы ЧПУ для обрабатывающих центров. Данные графически представлены в виде 3D-модели. Они проходят несколько процедур оптимизации. Кроме того, подходящие инструменты для обработки выбираются полностью автоматически. Оптимизируются траектории и скорость резцов, их вход и выход из материала. Обработка осуществляется в 3 координатах. Пазование для соединительных элементов (пиломатериалы, вставки SIP, полосы OSB) происходит одновременно с резкой панелей.

Два двойных обрабатывающих центра с ЧПУ установлены параллельно в линии. Первые центры в линии обрабатывают SIP панели, используя специальный набор фрез в соответствии с программой резки на 2/3 толщины SIP панели.
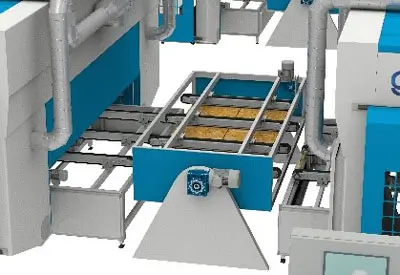


МАНИПУЛЯТОР-РАСПРЕДЕЛИТЕЛЬ ДЕТАЛЕЙ
Активный пневматический манипулятор способен захватывать SIP-детали различных размеров и конфигураций с горизонтальным поворотом на 180 градусов.
Готовые части SIP автоматически укладываются манипулятором параллельно на два сборочных конвейера. Это обеспечивает максимальную оптимизацию резки материала. Части SIP выкладываются на конвейеры в правильном положении и последовательности для их дальнейшей сборки в SIP модули. Режим ускоренной сборки SIP модуля может быть установлен на одном из конвейеров.
СБОРНЫЕ КОНВЕЙЕРЫ
После укладки всех частей SIP на один из двух конвейеров, он перемещает их из зоны работы манипулятора в зону сборки и на соответствующий сборочный стол.

Одна часть каждого сборочного стола оснащена активной роликовой системой. Она позволяет принимать и передавать сложенные SIP части с конвейера на поверхность сборочного стола. На каждом из сборочных наклонных столов работают два или более сборщика.
Сборка должна выполняться с использованием ручного электроинструмента.
При сборке SIP модуля сборщики должны руководствоваться чертежом модуля, который отображается на экране планшета/монитора и спецификацией.
После сборки SIP модуля с одной стороны, сборочный поворотный стол переворачивает его на 180° на другую сторону. Затем сборщики закрепляют вторую сторону модуля с помощью скоб, гвоздей или винтов.
Собранный SIP модуль поднимается вертикально поворотным столом и перемещается на тележку для готовых модулей с помощью встроенного роликового конвейера.



ОПЕРАЦИОННЫЙ СКЛАД ГОТОВОЙ ПРОДУКЦИИ
Тележка с готовым SIP модулем перемещается электрическим тягачом на склад готовой продукции.

Номер, необходимый для сборки готового дома, наносится на конец SIP модуля с помощью ручного маркера.
При необходимости можно установить окна, двери, проложить коммуникации и выполнить отделку в SIP модулях по отдельным схемам сборки на существующих или отдельных сборочных столах.
ЭТАПЫ ПРОИЗВОДСТВА И ГРАФИК
I | II | III | IV | V | VI | |
Время | 4 минуты | 4 минуты | 4 минуты | 40 минут | 40 минут | 8 часов |
Процесс | сборка, склеивание и прессование | Обработка панелей с обеих сторон на ЧПУ | Обработка панелей с обеих сторон на ЧПУ | укладка деталей на сборочные конвейеры | сборка модулей | заполнение операционного склада |
Выходные продукты | 2 панели | 2 панели | 20 панелей | 20 панелей=2 многослойные стены | 2 сборные многослойные стены | 20 многослойных стен (модулей) |
Персонал | 1 оператор Требуется 1 водитель погрузчика для доставки материалов и вывоза отходов | 1 оператор Требуется 1 водитель погрузчика для доставки материалов и вывоза отходов | 1 оператор Требуется 1 водитель погрузчика для доставки материалов и вывоза отходов | 1 оператор Требуется 1 водитель погрузчика для доставки материалов и вывоза отходов | 4-6 сборщиков зависит от сложности и содержания модулей | 4-6 сборщиков зависит от сложности и содержания модулей |
Производительность за смену | 200 SIP панелей | 200 SIP частей | 200 SIP частей | 20 многослойных стен | 20 SIP модулей | 2 сборных дома |
ДОПОЛНИТЕЛЬНЫЕ ОПЦИИ ДОСТУПНЫ:
1. Дополнительные один или два сборочных стола с конвейерами для сложных сегментов, крыш, отделки и оснащения модулей;
2. Зона производства SIP-вставок;
3. Зона производства клееного бруса;
4. Зона переработки отходов.
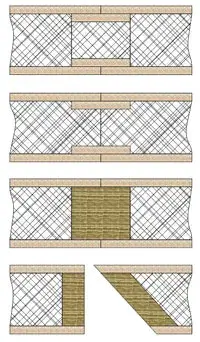
КОННЕКТОРЫ SIPS
Клееный брус, деревянные доски, SIP вставки и OSB рейки могут использоваться в качестве соединительных и ограничивающих элементов. Их производство и резка осуществляется на дополнительных линиях, поставляемых в качестве опции и связанных с MES.
Все машины Gluestream оснащены модулем удаленного доступа, обеспечивающим клиенту круглосуточную онлайн поддержку через интернет.
Пожалуйста, свяжитесь с нами, если вам нужна наша техническая поддержка, и мы поделимся с вами нашими знаниями.
Наша команда имеет большой опыт в области клеевых технологий, накопленный за годы.
Вспомогательное оборудование
Оборудование для клеевого ламинирования является важным в технологическом процессе. Узнайте, какое вспомогательное оборудование наши клиенты приобрели для улучшения своих операций.
Альтернативные продукты
Если вы заинтересованы в получении помощи с выбором оборудования и нуждаетесь в нашей помощи в создании запроса на покупку или у вас есть другие конкретные вопросы, не стесняйтесь обращаться к нам!