


Co je to konstrukční systém SIP panelů?
SIPs, also known as structural-insulated panels, became popular as an energy-efficient building material even in the middle of the last century. They comprise two outer layers of oriented strand board (OSB), MgO boards or GFB (gypsum fiber boards), with a foam core in between. The foam core is usually made of expanded polystyrene (EPS) and polyurethane (PUR), providing excellent insulation properties.

Jaké jsou výhody stavby ze SIP panelů?
- Výjimečná energetická účinnost: Sendvičové panely jsou navrženy tak, aby poskytovaly vynikající izolaci, snižovaly náklady na energii a vytvářely pohodlnější životní podmínky.
- Vynikající konstrukční podpora, ověřeno ETAG.
- Rychlejší doba výstavby. SIP panely jsou předem vyrobené a dům lze rychle sestavit na místě, což snižuje čas, náklady na práci a další poplatky.
- Proces výroby SIP panelů produkuje méně odpadu než tradiční metody. Sendvičové panely jsou vyrobeny z materiálů, které nevypouštějí škodlivé plyny ani chemikálie.
- Konstrukční a izolační panely lze použít k vytvoření široké škály moderních stavebních nápadů. Mohou být také použity pro obytné domy i komerční objekty, splňující specifické potřeby projektu.
Chcete-li zahájit výrobu a být konkurenceschopnější, musíte si koupit profesionální stroje pro vysoce kvalitní výrobu SIP. Jsme zkušeným dodavatelem kompletní sady zařízení pro výrobu sendvičových panelů, nabízející stroje s různými úrovněmi automatizace a odpovídajícími cenami.

Standardní sada strojů se skládá z:
- Stroje na laminování a lisování panelů;
- Stroje na řezání a drážkování panelů;
- Pomocné stroje - zvedáky, jádrové řezačky, drtiče, balicí, značkovací a měřicí nástroje.
Doporučujeme používat dva hlavní typy polyuretanového lepidla:

Proces výroby SIP panelů je klíčový a složitý postup, který zajišťuje vysokou kvalitu našich produktů. Zahrnuje několik klíčových kroků, které pečlivě dodržujeme, abychom dosáhli špičkových výsledků.
- Navrhování domu pro vytváření plánů lepení, řezání, montáže a výběr typů spojovacích prvků podle požadované nosnosti stěnových, střešních nebo podlahových panelů.
- Příprava materiálu a kontrola kvality.
- Lepení panelů;
- Řezání panelů;
- Vytváření spojovacích drážek v jádru panelu;
- Označení panelů podle plánu řezání a jejich zabalení k dodání;
Jakmile je stavebnice domu vyrobena, dalším krokem je montáž domu. To lze provést buď uvnitř továrny, nebo venku, přímo na staveništi, v závislosti na požadavcích projektu.
Kontrola a příprava materiálů pro výrobu.

- Hodnoty zatížení SIP stěn jsou vypočítány pro třídu použití 2 EN 1995-1-1;
- Charakteristická hodnota OSB/3, normy OSB EN 12369, EN 300, EN 13986;
- Třída pevnosti dřevěných prvků je C24, EN 338. Norma pro konstrukční dřevo EN 14081-1;
- EPS-75 nebo lepší, EN 13163;
- Jednosložkové PUR lepidlo, EN 15425;
- Šrouby a další mechanické spojovací prvky, EN 14592 nebo ETA.
Vlastníme ETA pro konstrukční izolační panely stavební technologie a pomoc při certifikaci zařízení našich zákazníků.

Proces laminování panelů.
Chceme představit některé z hlavních typů zařízení pro výrobu SIP panelů, ale jsme otevřeni diskusi o individuálních požadavcích zákazníků.
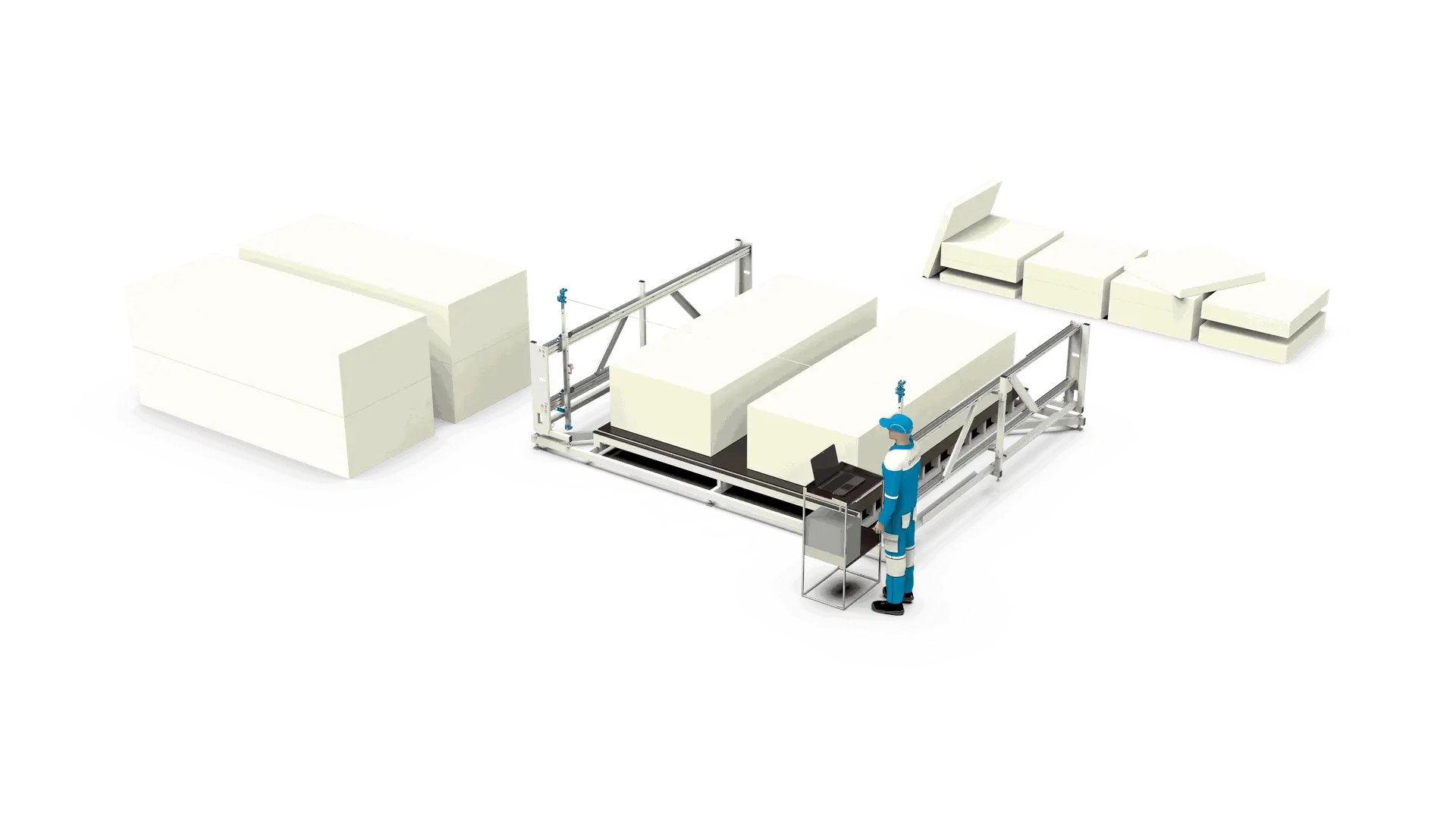
Polautomatická výrobní linka SIPs je vybavena strojním zařízením Gluestream SPL-9 pro nanášení 1-C PUR lepidla a několika lisy typu C.
Stroj na nanášení lepidla lze použít s pevnou nebo pohyblivou platformou.
Stohy panelů jsou sestavovány v lisech typu C. Vykládání desek probíhá pomocí vysokozdvižného vozíku.
Jak vypočítáme výrobní kapacitu výrobní linky SIP panelů a jak vybereme PUR lepidlo?
Jednosložkové PUR lepidlo má dva hlavní parametry pro výpočet kapacity výrobní linky SIP:
- OJT – Doba otevřeného spoje (maximální doba otevření na vzduchu), což je doba sestavování stohu desek v lisu.
- PT – Doba lisování, čas potřebný k lisování.
Parametry lepidla jsou vypočítány, pokud je teplota ve výrobním zařízení 20℃-25℃.
10–15 minut potřebujeme k sestavení devíti 170mm tlustých SIPs v lisu;
- potřebujeme lepidlo s 15 min OJT.
- PT je přibližně 40 min.
Můžete vidět výrobní plán SPL-9 se 4 lisy během 8hodinové směny.
V reálné výrobě můžeme použít redukční faktor 0,8.
261*0,8=209 desek za směnu.
Personál tvoří dva operátoři a jeden řidič vysokozdvižného vozíku.


Výrobní linka na sendvičové panely SPL-2 se dvěma portálovými lisy se skládá z následujících modulů:
- Stacionární portál pro nanášení lepidla s automaticky zvednutou hlavou.
- Čerpací stanice.
- Pohyblivý vozík, kde se sestavuje stoh desek.
- Dva portálové lisy (max).
- Vakuový zvedák se používá k nakládání materiálů na vozík (volitelně).
- Vykládání stohů probíhá pomocí vysokozdvižného vozíku.
Výrobní kapacita – max. 100 desek za směnu.
Personál – dvě osoby (jedna z nich je zároveň řidič vysokozdvižného vozíku).
Pokud potřebujete nižší výrobní kapacitu, výrobní stroj SIP SPL-1 s jedním lisem je vaší volbou
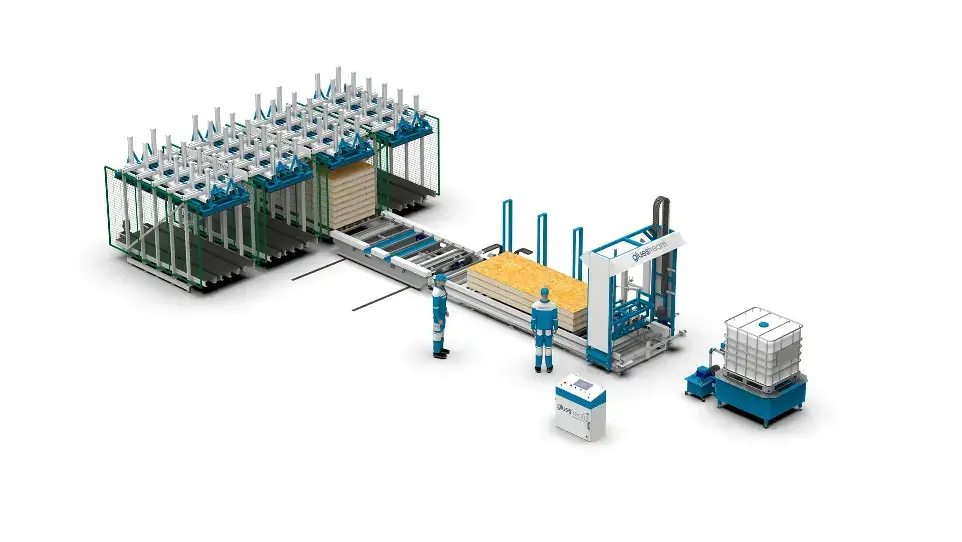
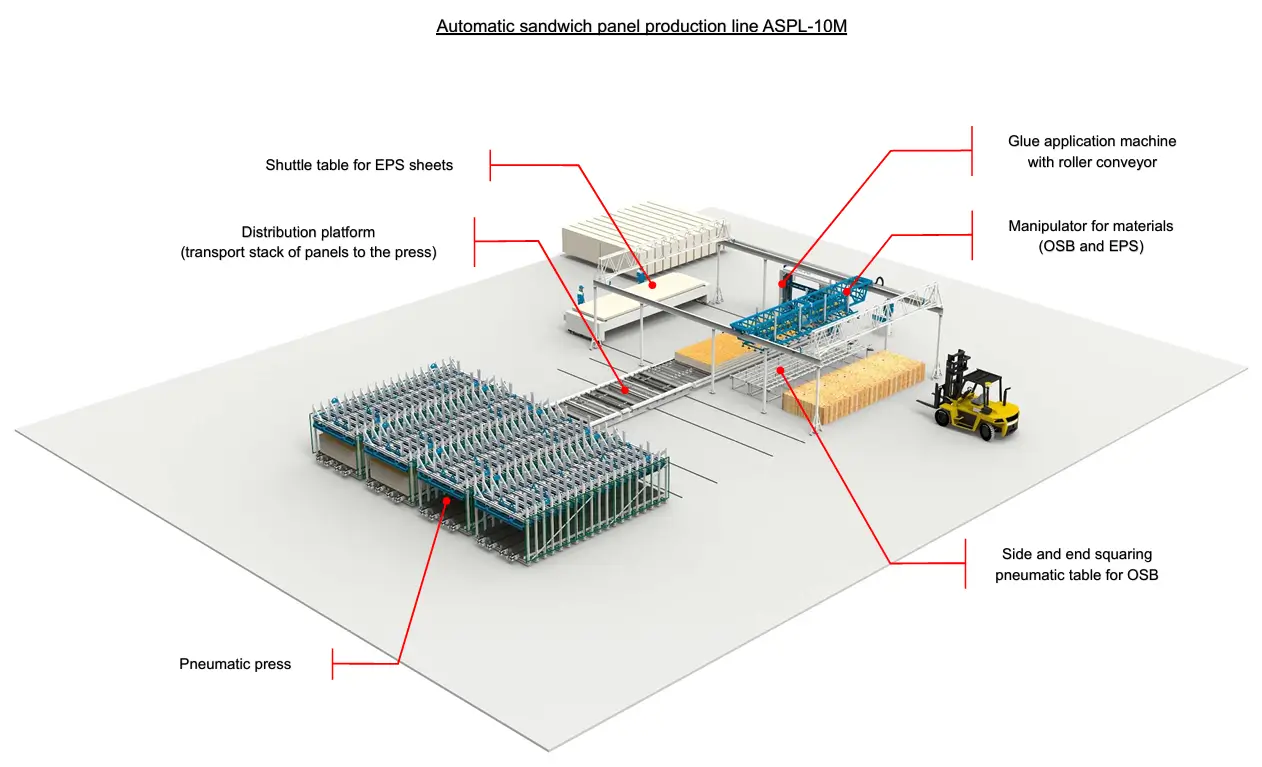
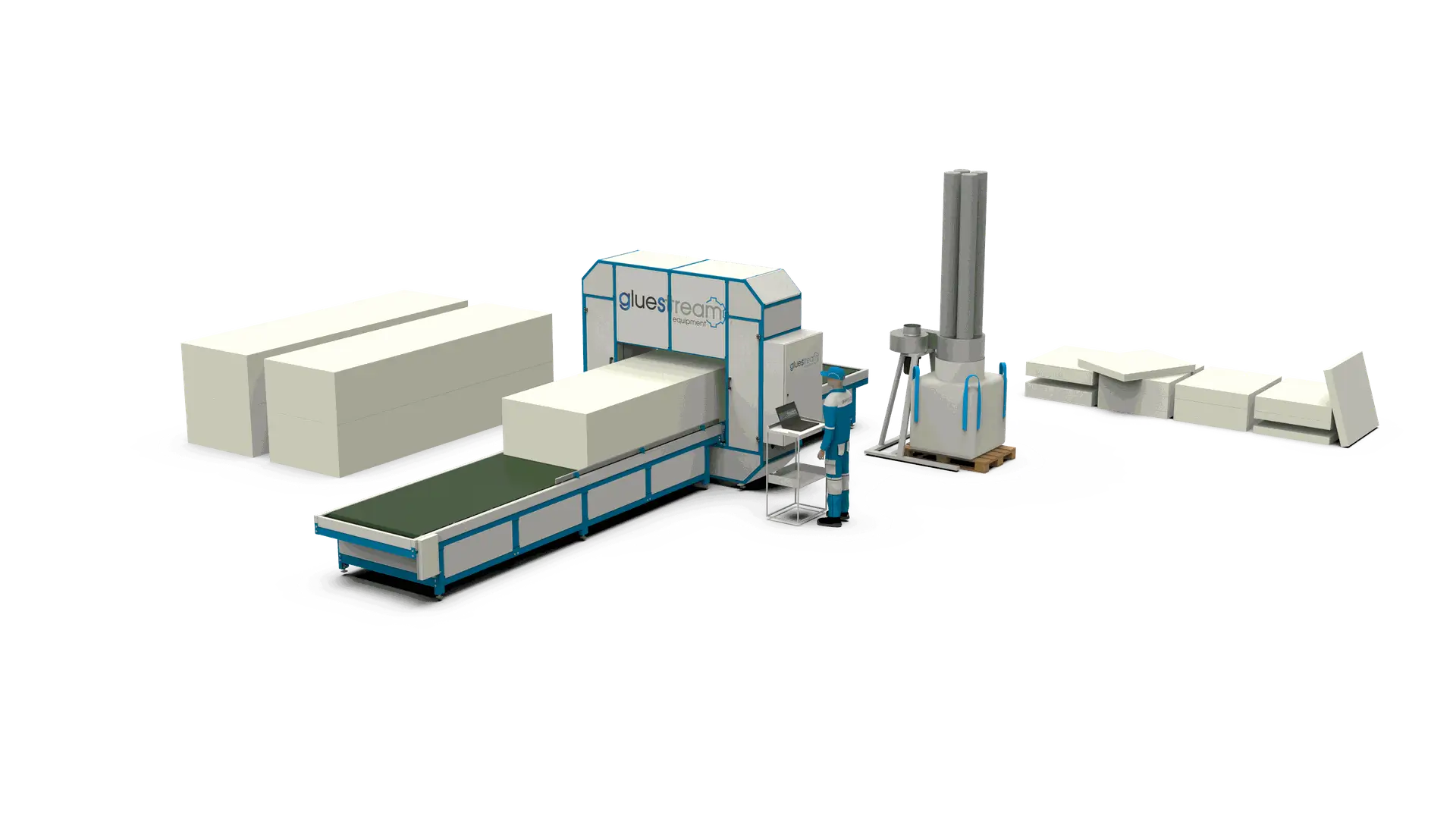
Výrobní linka na sendvičové panely, SPL-10M, se skládá z následujících modulů:
- Pohyblivý portál pro nanášení lepidla s automaticky zvednutou hlavou.
- Čerpací stanice.
- Válečkový dopravník s nůžkovým zvedákem nebo bez něj.
- Distribuční platforma pro dopravu panelů do a z lisů.
- Jedna až šest portálových lisů.
- Vakuový zvedák pro nakládání materiálů (volitelně).
- Vykládání stohů probíhá pomocí vysokozdvižného vozíku.
Výrobní kapacita je 50 – 250 desek za směnu, v závislosti na počtu lisů.
Personál – dvě osoby (jedna z nich je zároveň řidič vysokozdvižného vozíku)
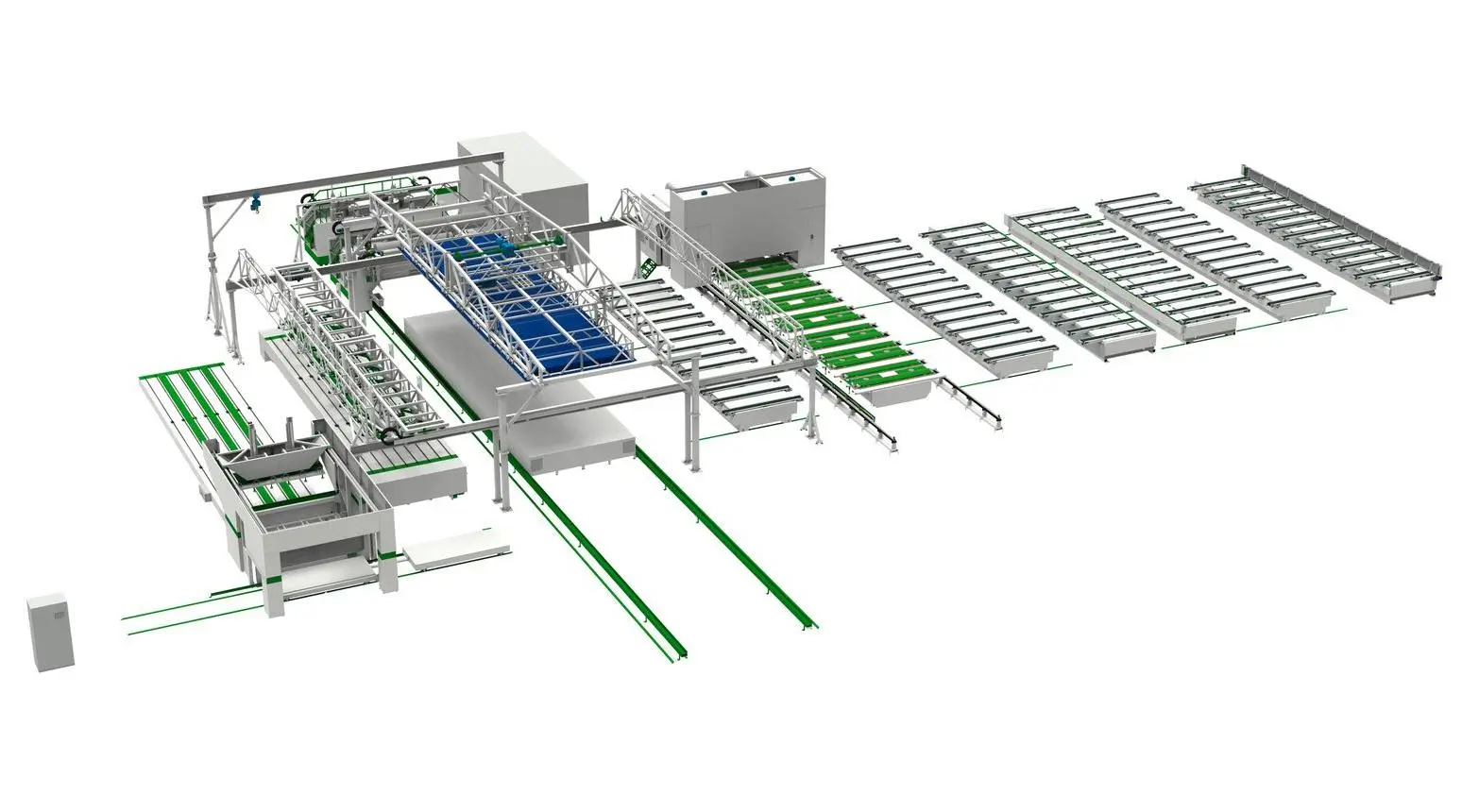
SPL-10M může být také součástí plně automatizované výrobní linky SIP panelů, která je vybavena čtyřmi lisy a automatickým montážním portálem.

Plně automatická výrobní linka na sendvičové panely ASPL 3.1.BFT
Zařízení je určeno k automatickému laminování SIP panelů.
Výrobní linky Jumbo SIP
Záměr přesunout co nejvíce procesů do továrny se stává ekonomicky praktickým.
Někdy je přístup k potřebným materiálům ve vašem regionu omezený, proto jsme vytvořili technologický proces pro výrobu velkoformátových SIP panelů, které lze použít k výrobě hotových stěn, střech a podlah ve výrobě.
Existuje několik způsobů, jak to udělat.
První způsob je sestavit stěnu ze standardních panelů pomocí montážních převracecích stolů.
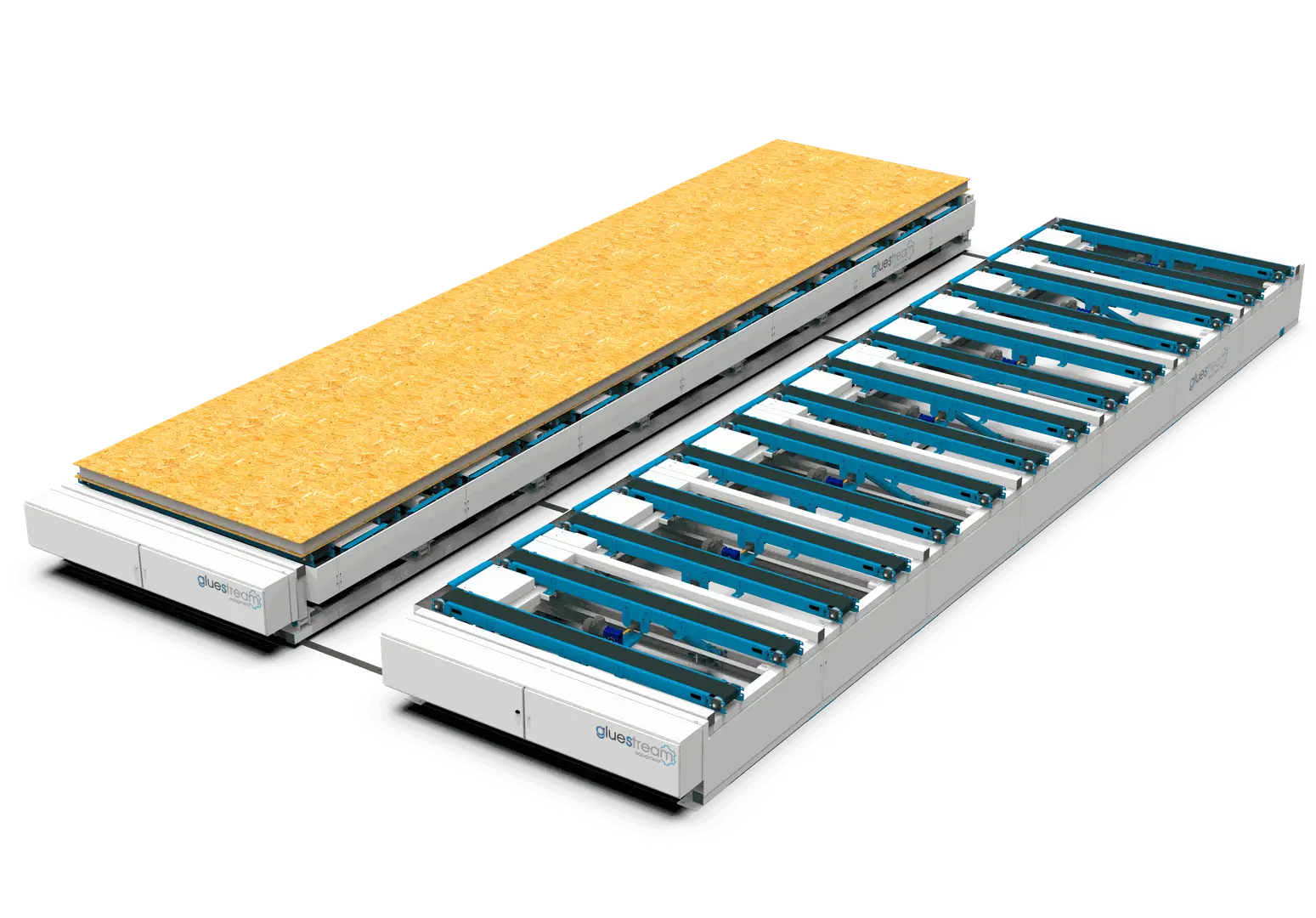
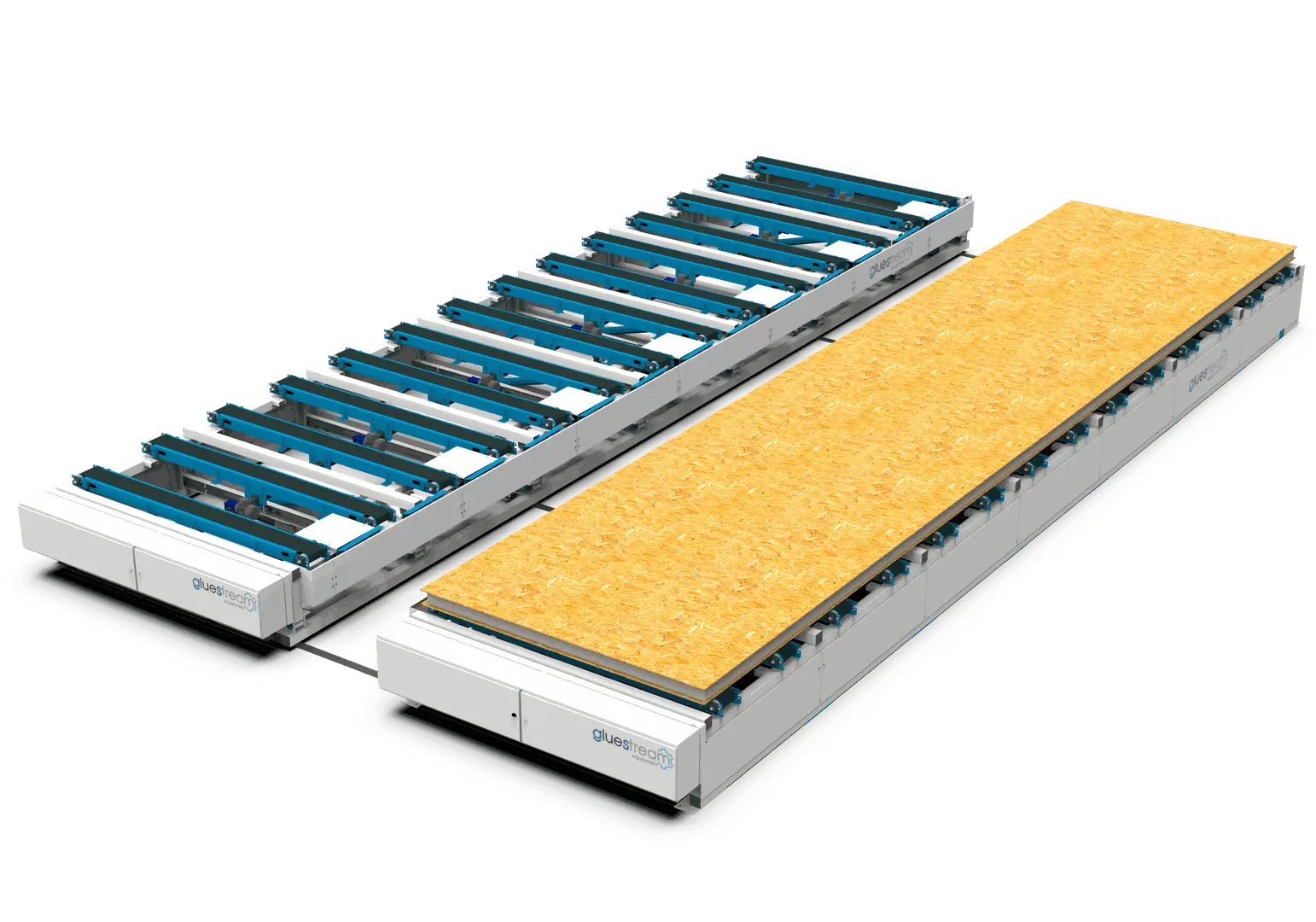
Druhý způsob je vyrábět stěny pomocí výrobních linek Gluestream Jumbo SIPs.
Proces řezání SIPs
Jakmile je vytvořen řezný plán, poskytuje důležité podrobnosti o umístění panelu na řezacím stole, včetně počtu prvků k řezání, hloubky spojovacích drážek a úhlů zpracování. Přesným dodržováním plánu mohou výrobci minimalizovat odpad materiálu a maximalizovat efektivitu při zpracování desek. To může vést k významným úsporám nákladů a zvýšení produktivity ve výrobě.
Univerzální poloautomatická SIP pila FPS-900
Jedním z nejdůležitějších nástrojů pro zpracování desek je pila na SIP panely FPS-900. Tato pila je speciálně navržena pro řezání panelů s tloušťkou až 300 mm.
Pila může být použita pro všechny řezy od 0 do 45 stupňů.
Navíc je pila na panely vybavena automatickým systémem pro měření délky, který nastavuje operátor. Tato funkce pomáhá zajistit přesnost a preciznost v procesu, snižuje odpad a zvyšuje efektivitu.
Pila FPS-900 je k dispozici ve dvou modifikacích, aby vyhovovala jedinečné logistice každého výrobního zařízení.
První modifikace je FPS-900.BC.AM, obsahuje pásový dopravní systém, který dodává a umisťuje panely v pracovním prostoru. Tato modifikace je vybavena automatickým měřicím systémem a systémem polohování panelů.

Druhá modifikace SIP pily, FPS-900.ST.AMneobsahuje pásový dopravní systém. Místo toho musí pracovníci ručně umístit panel na stůl a přitlačit ho k měřicí liště, která je umístěna v řezací poloze. Po řezání jsou kusy panelů automaticky vráceny do nakládací oblasti pomocí lišty. Povrch stolu je pokryt nerezovou ocelí, aby byla zajištěna trvanlivost a snadné čištění.
Proces drážkování SIP panelů
Drážkování SIP panelů stroj FPS-400 je nezbytný nástroj pro vytváření spojovacích drážek v jádru SIP panelů vyrobených z materiálů jako EPS, pěnový PU a PIR. Každá sada řezných nástrojů je navržena podle požadavků zákazníků a návrhů spojovacích drážek, což zajišťuje, že drážky jsou přesné a přesné. Řezná hlava se pohybuje po přesných vodítkách a pneumatický upínací systém zajišťuje, že deska je pevně umístěna na pracovním stole.

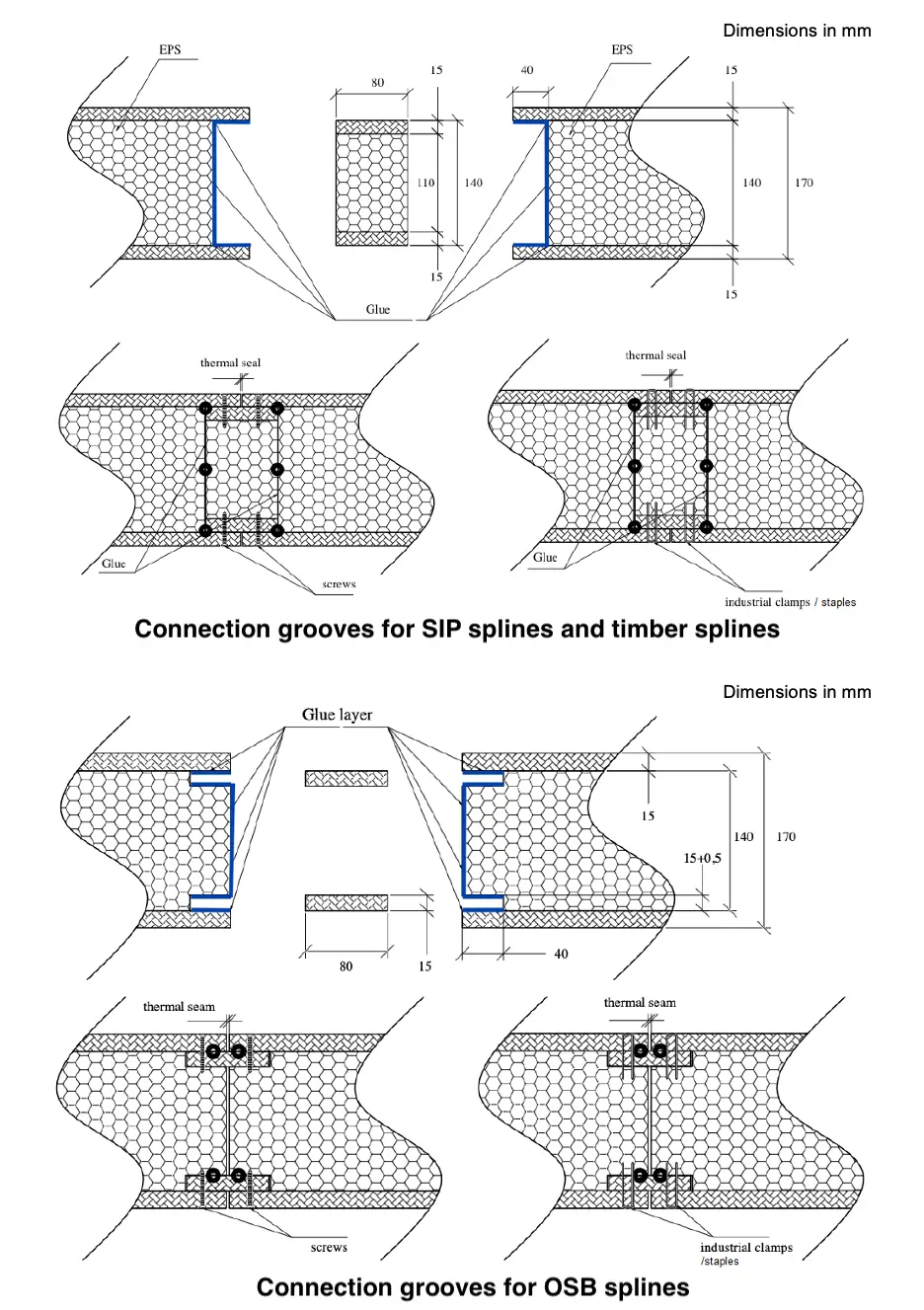
Pracovní povrch stolu je pokryt nerezovou ocelí, což zajišťuje trvanlivost a snadné čištění. Stroj je vybaven elektrickým brzdovým systémem a mechanickým systémem ochrany rukou, což zajišťuje bezpečnost během provozu. Parametry drážkování jsou nastaveny na ovládacím panelu, což zjednodušuje proces nastavení a zajišťuje přesnost.
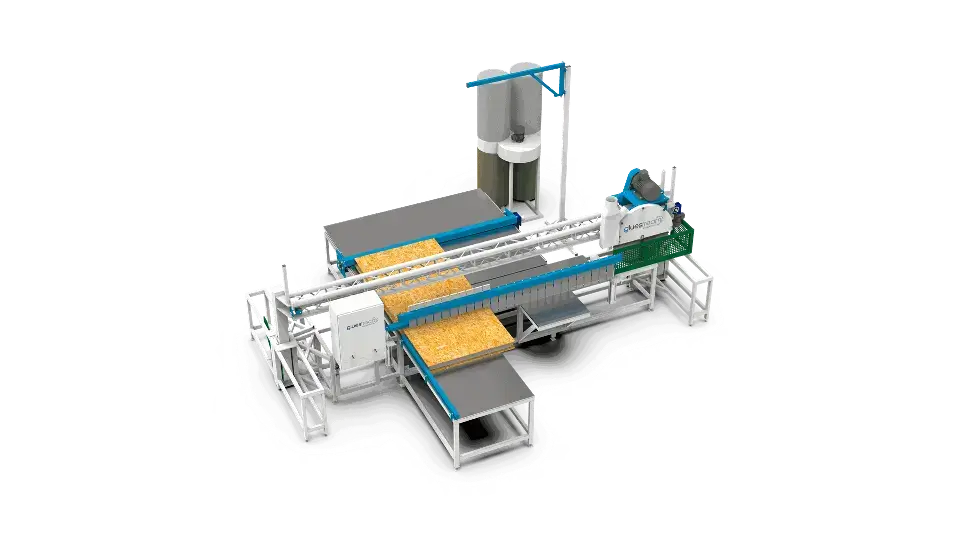
Proces řezání EPS desek
Všechny materiály, kromě EPS desek, jsou dodávány v připraveném stavu k použití. EPS desky jsou vyrobeny z EPS bloků, protože většina dodavatelů EPS desek nemůže zaručit přesnost tloušťky EPS desek, a proto musíme bloky sami řezat před lepením panelů.
Tloušťka EPS desek je rovna tloušťce spojovacího dřeva/prvku plus 2 mm.
Pokud je spojovací prvek silný 140 mm, deska EPS musí mít 142 mm, aby bylo možné vložit spojovací prvek do panelu.
Můžeme nabídnout dva typy strojů:
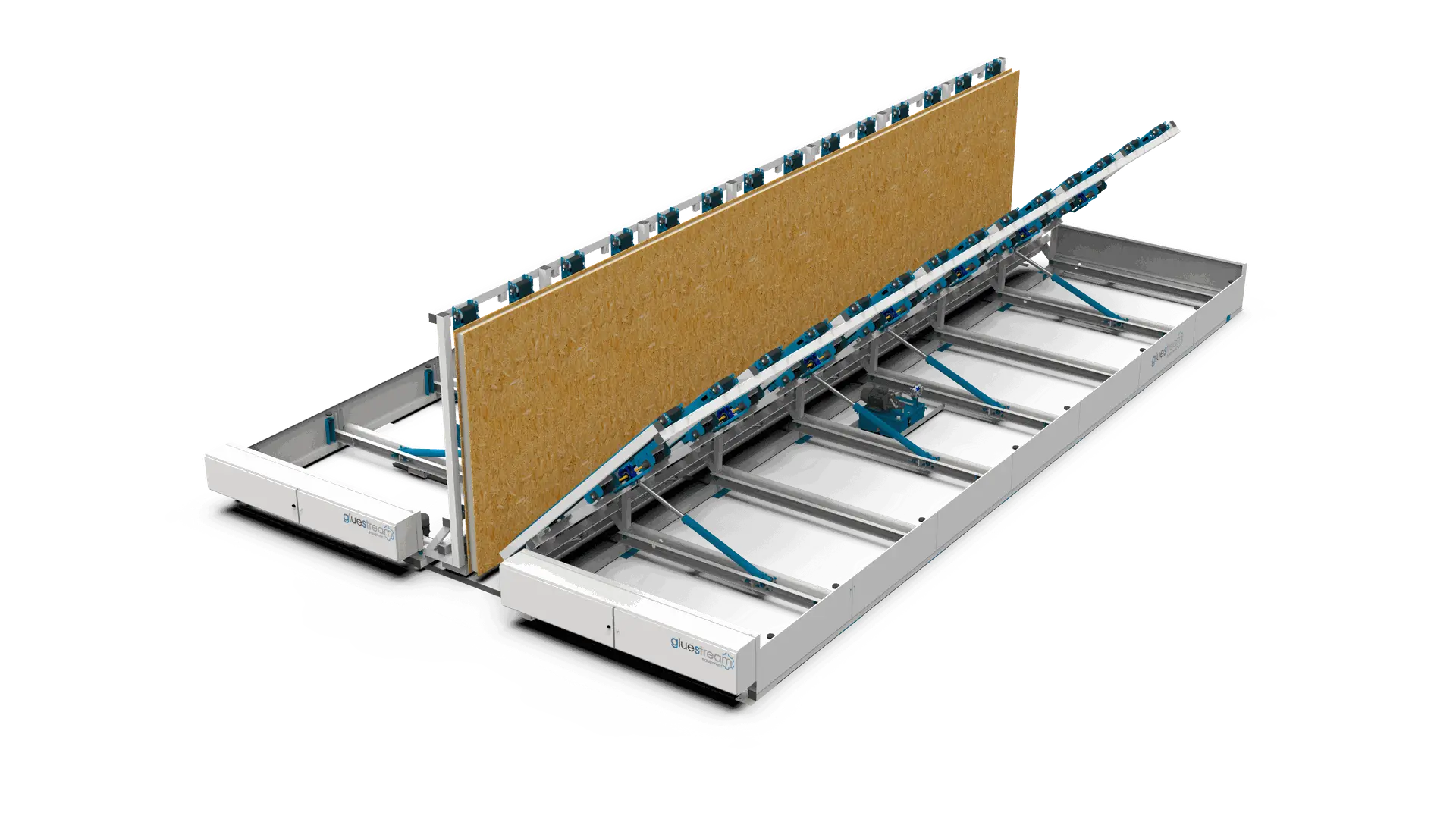
Proces montáže Jumbo-SIP
Jumbo-SIP—takto nazýváme velké panely, které se používají jako kompletní stěny, podlahy nebo střešní panely. Někdy je ekonomicky efektivní zvýšit počet výrobních procesů ve výrobě a Gluestream vyvíjí technologii prefabrikovaných domů.
Můžeme nabídnout mnoho typů montážních stolů, převracecích a naklápěcích stolů, dopravníků a manipulátorů.